Quick Answer
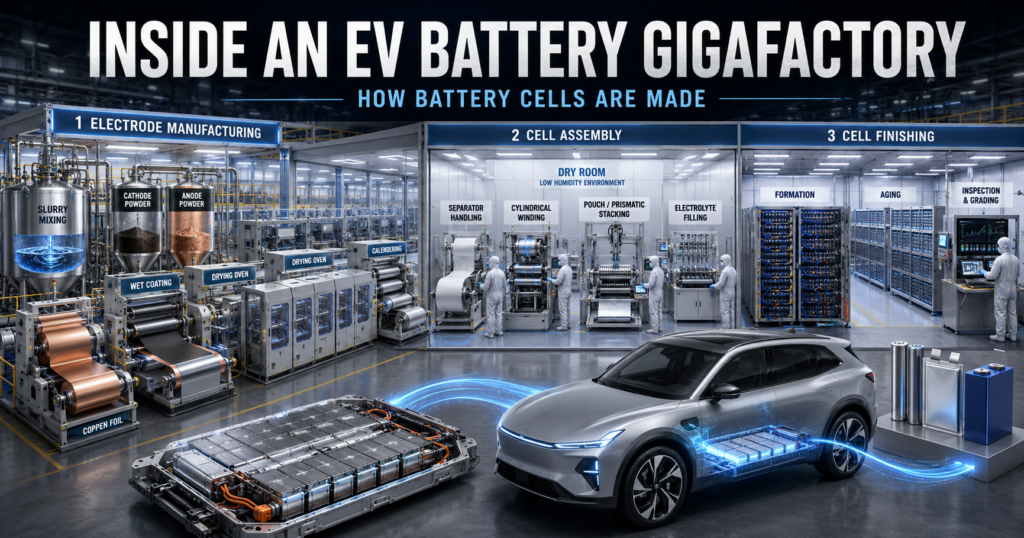
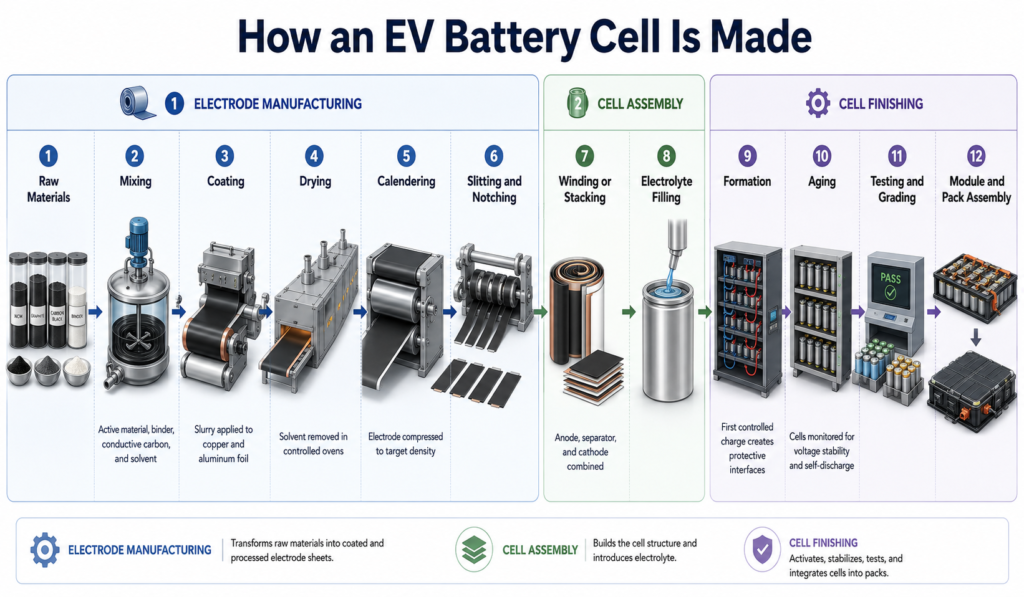
An EV battery gigafactory does much more than assemble finished battery packs. It converts powdered active materials into precisely coated electrodes, builds those electrodes into sealed cells, fills them with electrolyte, and then electrically activates and tests every cell before shipment. The main production stages are:
Mixing → Coating and drying → Calendering → Slitting and notching → Cell assembly → Electrolyte filling → Formation → Aging and grading
Each stage affects the battery’s capacity, charging performance, durability, safety, and manufacturing cost. A tiny coating defect, a trace amount of moisture, or an incorrectly compressed electrode can eventually become a weak cell inside an EV battery pack. That is why a gigafactory is not simply a very large factory. It is a tightly controlled chemical, mechanical, and electrical production system operating at enormous scale.
Introduction
When people hear the word “gigafactory,” they often picture a vast building filled with robots assembling batteries at incredible speed. That picture is not entirely wrong, but it misses the most important part of the story.
Battery cell production is not ordinary assembly work. A lithium-ion cell contains carefully engineered powders, porous electrode coatings, microscopic conductive networks, thin metal foils, electrolyte, separators, and electrochemical interfaces that must all behave consistently for years.
Before a cell ever reaches an EV, its materials have already passed through mixing tanks, coating machines, long drying ovens, compression rollers, vacuum chambers, filling stations, formation equipment, and multiple inspection systems.
The factory must control dimensions that drivers will never see. Electrode thickness may vary across a moving sheet. Binder can migrate during drying. Microscopic particles can contaminate a production line. Moisture can react with electrolyte ingredients. A slightly misaligned separator can create a serious safety problem.
The challenge becomes even greater at gigafactory scale. A process that works well for a few laboratory cells may behave differently when electrode material moves continuously through equipment for hours or days.
Understanding how battery gigafactories work helps explain why EV battery manufacturing is expensive, why production ramp-ups can take time, and why manufacturing quality can be just as important as battery chemistry.
What Is an EV Battery Gigafactory?
A gigafactory is generally a factory capable of producing batteries on the scale of gigawatt-hours per year. One gigawatt-hour is one million kilowatt-hours. In practical terms, a factory producing 30 GWh of cells annually could theoretically supply approximately 375,000 EVs equipped with 80 kWh battery packs, although actual output depends on cell yield, pack size, production mix, downtime, and other factors.
The term is sometimes used loosely. Some gigafactories manufacture battery cells from raw electrode materials. Others assemble externally supplied cells into modules and packs. The most vertically integrated plants may combine material processing, cell production, pack assembly, and vehicle manufacturing at or near the same site.
A complete cell-manufacturing facility is usually divided into three broad areas:
- Electrode manufacturing
- Cell assembly
- Cell finishing and testing
The boundaries between these areas are important because they require very different environments. Electrode production resembles advanced chemical and roll-to-roll manufacturing. Cell assembly requires extremely clean, dry conditions. Formation and aging look more like a massive electrical testing operation. Let us follow the process from the beginning.
1. Mixing: Turning Battery Powder Into a Uniform Slurry
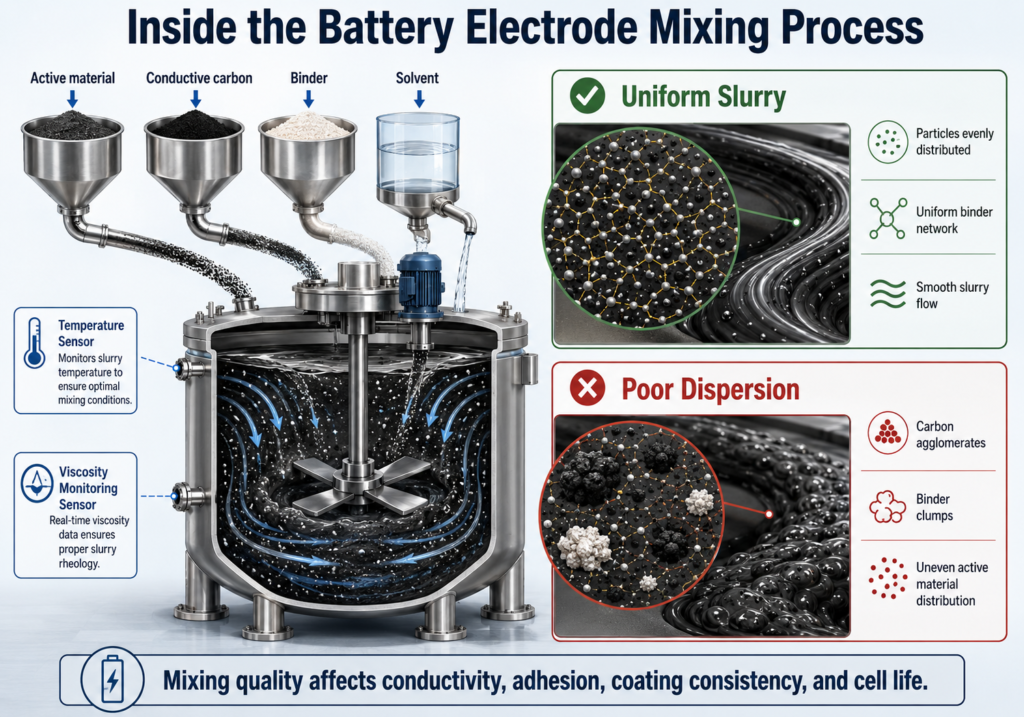
Battery manufacturing begins with powders. For a conventional lithium-ion cathode, the mixture usually contains a cathode active material, conductive carbon, binder, and solvent. The exact active material depends on the chemistry. An NMC cathode may contain nickel, manganese, and cobalt, while an LFP cathode uses lithium iron phosphate.
The anode mixture commonly contains graphite, although silicon-containing anodes are becoming more important. Conductive additives and binders are also added so that the finished electrode remains mechanically stable and electrically connected.
The materials cannot simply be stirred together like paint. Particle size, mixing order, temperature, mixing speed, shear force, and mixing time all influence how the ingredients disperse. The goal is to create a stable, uniform slurry in which the active material, binder, and conductive additives are distributed consistently. This matters because every part of the electrode must carry current.
The active material stores lithium. Conductive carbon helps electrons move through the electrode. Binder holds the structure together and helps the coating adhere to the metal current collector. If one ingredient forms clumps or becomes unevenly distributed, some regions of the electrode may work harder than others.
A poorly mixed slurry can lead to:
- Uneven electrical conductivity
- Weak adhesion
- Inconsistent coating thickness
- Localized resistance and heat generation
- Reduced capacity
- Premature degradation
The slurry’s viscosity must also stay within a controlled range. A mixture that is too thick may not flow evenly through the coating equipment. One that is too thin may spread, sag, or produce an incorrect electrode loading.
This is a reason battery manufacturers treat mixing recipes as valuable intellectual property. Two companies may use similar active materials but achieve different cell performance because they process those materials differently.
The differences between LFP and nickel-based cells also begin here. Their powders, binders, particle behavior, and processing requirements are not identical. For more background on how chemistry affects cost and performance, see EV Insight Daily’s guide to LFP vs. NMC batteries.
2. Coating: Creating the Electrode on Metal Foil
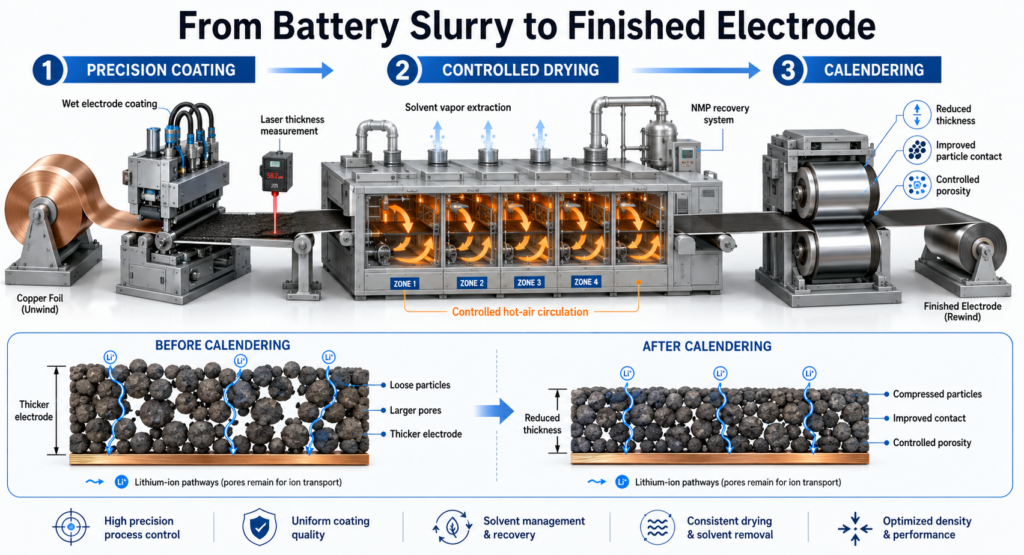
After mixing, the slurry is applied to a moving sheet of metal foil. The cathode is normally coated onto aluminum foil. The anode is normally coated onto copper foil. These foils act as current collectors, carrying electrons between the electrode material and the cell terminals.
In modern production lines, the foil travels through a roll-to-roll coating machine. A precision coating head applies a controlled layer of slurry while the foil moves continuously through the equipment. This may sound straightforward, but the coating must remain consistent across both the width and length of the roll. The factory is trying to control how much active material exists in every small area of the electrode. Too little material reduces capacity. Too much can create problems with drying, ion transport, adhesion, and mechanical stability.
Common coating problems include pinholes, streaks, edge irregularities, particles, bubbles, agglomerates, and variations in thickness or mass loading. Some defects are visually obvious. Others may require optical cameras, laser measurement, thermal imaging, X-ray methods, or other in-line inspection technologies.
LG Energy Solution describes coating as one of the most influential electrode-production steps because many cell design parameters are established during this part of the process. Its explanation of electrode manufacturing also highlights the need to distribute binder uniformly and control the moving roll-to-roll system without damaging the thin current-collector foil (Battery Inside). The larger challenge is that the defect may not cause an immediate failure. A cell can appear normal at the end of production while still containing a weak region that ages faster over thousands of cycles.
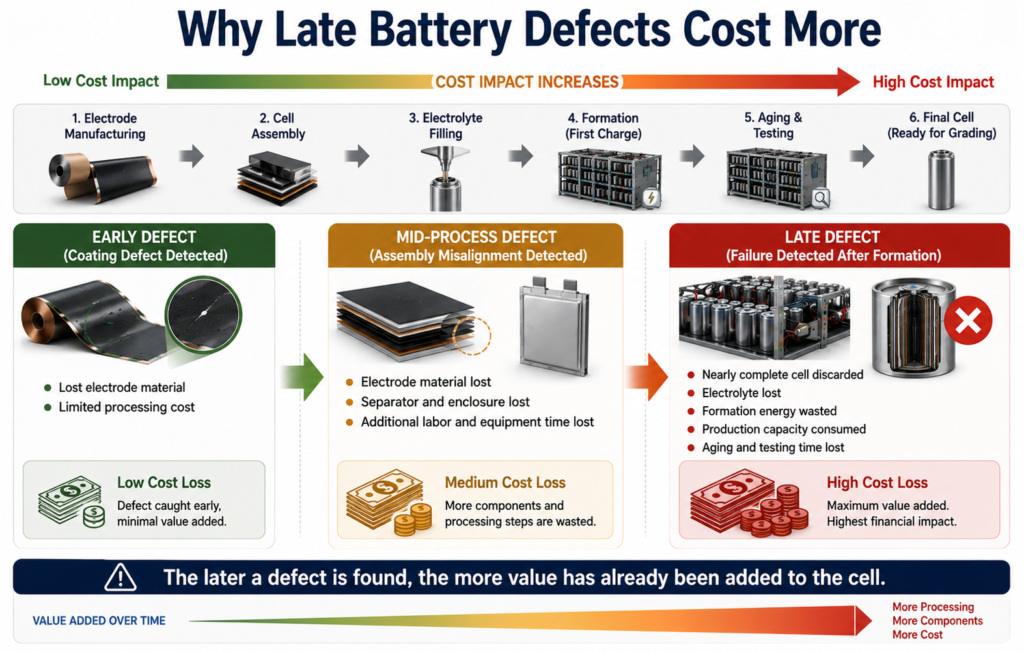
That makes early detection extremely valuable. Finding a coating defect before cell assembly wastes some electrode material. Finding it after formation wastes a nearly finished cell, along with all the energy, electrolyte, equipment time, and labor already invested in it.
3. Drying: Removing Solvent Without Damaging the Electrode
Once the wet slurry is applied, the coated foil enters a long drying oven. The purpose of drying is to remove the solvent while leaving behind a solid, porous electrode layer. Heat and carefully controlled airflow are used as the foil moves through several drying zones. The anode and cathode may use different solvent systems.
Graphite anodes are often processed with water-based formulations. Conventional nickel-based cathodes commonly use the solvent N-methyl-2-pyrrolidone, usually called NMP, with PVDF binder. NMP works well, but it requires controlled handling and solvent-recovery equipment.
Drying is one of the most energy-intensive and space-consuming parts of conventional electrode production. The ovens can be long because the solvent must be removed at production speed without damaging the coating. Drying too quickly can create cracks, uneven porosity, poor adhesion, or binder migration. Drying too slowly reduces throughput and increases energy use.
Binder migration is a particularly important issue. As solvent evaporates, binder and conductive additives can move within the coating. If they accumulate unevenly near the surface, the finished electrode may have poor electrical or mechanical properties in other regions. The ideal electrode is not simply “dry.” It must have the intended internal structure.
The conventional sequence—slurry mixing, coating, solvent drying, and roll pressing—remains the most widely used approach today. However, the cost and complexity of drying are also why manufacturers are investing heavily in dry-electrode technology. LG Energy Solution notes that eliminating solvent drying and recovery could reduce factory space, equipment requirements, process cost, and production time (Battery Inside).
4. Calendering: Compressing the Electrode to the Right Density
The dried electrode still is not ready to become part of a battery cell. It next passes through large precision rollers in a process called calendering. The rollers compress the porous coating, smooth its surface, and bring it to a targeted thickness and density. Calendering creates an important engineering tradeoff.
Compressing the electrode can improve contact between particles, strengthen adhesion, increase volumetric energy density, and reduce electronic resistance. More active material can fit into the same physical space.
But maximum compression is not necessarily best. Lithium ions must still travel through electrolyte-filled pores inside the electrode. If the coating becomes too dense, electrolyte penetration and ion transport can suffer. This can increase concentration gradients and limit high-power charging or discharging. Too little compression creates the opposite problem. The electrode may occupy more volume, have weaker particle contact, or show higher resistance.
The correct calendering level therefore depends on the cell’s intended application. A battery designed for maximum energy density may use a different electrode structure than one designed for repeated high-power operation. Temperature, roller pressure, line speed, surface finish, and the incoming coating thickness all affect the result. The process must also remain uniform across the entire electrode width.
Research into electrode microstructure has shown that slurry formulation and calendering influence conductive pathways, electrode resistance, and eventual electrochemical performance. The lesson is important: even when the chemical ingredients remain unchanged, manufacturing parameters can produce meaningfully different battery behavior (arXiv).
5. Slitting and Notching: Cutting the Electrode to Cell Size
Electrodes are produced as wide rolls, but battery cells require narrower, precisely shaped pieces. During slitting, rotating blades divide the large electrode roll into narrower rolls. Notching equipment then cuts the electrode into shapes appropriate for the cell design, including areas where tabs or electrical connections will be formed.
Cutting quality matters more than it might appear. Poorly controlled cutting can create burrs, loose particles, damaged coating edges, or dimensional errors. A metal burr that extends farther than intended could eventually damage the separator. Loose particles can become contaminants inside the cell.
Factories therefore monitor blade wear, cut alignment, edge quality, particle generation, and electrode dimensions. Extraction systems may remove dust and debris from the cutting area. At this stage, manufacturers also preserve detailed traceability. A finished cell may be linked to the material batch, mixing system, coating roll, production time, equipment settings, and inspection results associated with its electrodes.
That data becomes extremely valuable if abnormal behavior appears later. Engineers can determine whether a group of cells shares a common manufacturing history rather than treating each defect as an isolated event.
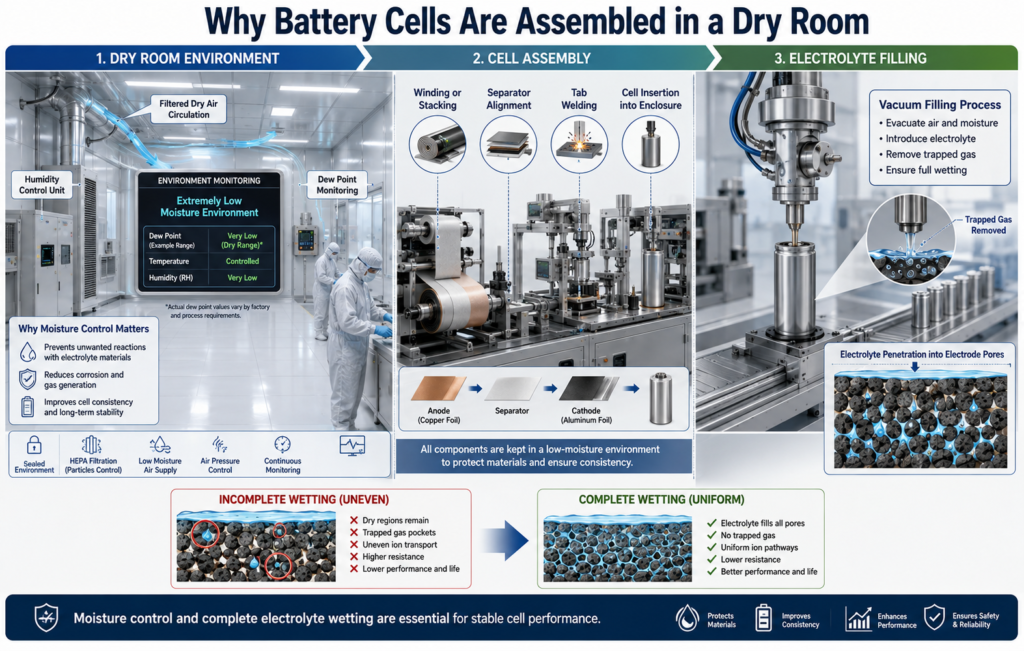
6. Dry-Room Processing: Why Moisture Is a Serious Problem
Before cell assembly, electrode rolls and other components typically undergo additional drying to remove residual moisture. They are then moved into a dry room with an extremely low dew point. People can work in these rooms, but the environment is uncomfortable. The air is far drier than ordinary indoor air because even small amounts of water can interfere with lithium-ion cell chemistry.
Moisture is especially concerning when it comes into contact with electrolyte salts such as lithium hexafluorophosphate. Unwanted reactions can produce corrosive byproducts and damage internal cell materials. Moisture can also affect formation behavior, gas generation, impedance, storage life, and safety.
Controlling humidity across a huge industrial space requires substantial energy. Air entering the dry room must be conditioned, filtered, and continuously circulated. Doors, material-transfer systems, worker movement, maintenance procedures, and equipment openings must all be managed carefully. This is one of the reasons a battery gigafactory consumes energy even when its production machines are not doing obvious mechanical work. Maintaining the manufacturing environment is itself a major process.
7. Cell Assembly: Winding or Stacking the Internal Layers
The basic internal structure of a lithium-ion cell alternates between:
Anode → Separator → Cathode → Separator
The separator is a thin, electrically insulating but ion-permeable material. It prevents direct contact between the anode and cathode while allowing lithium ions to move through the electrolyte. There are two main assembly approaches: winding and stacking.
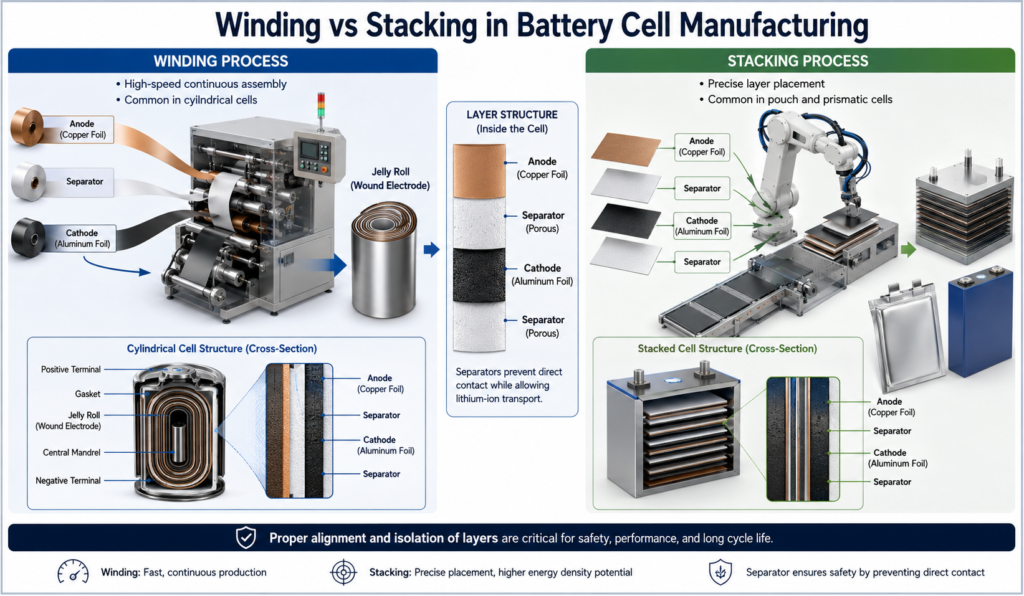
Winding
In a cylindrical cell, long strips of anode, separator, and cathode are rolled into a structure often called a jelly roll. Similar winding methods can also be used in some prismatic cells. Winding is fast and well suited to high-volume production. However, tension, alignment, and edge control must remain extremely precise as the layers are rolled.
Stacking
In stacked designs, individual electrode and separator sheets are placed in alternating layers. This approach is commonly associated with pouch cells and some prismatic cells.
Stacking can use internal space efficiently and may reduce some geometric distortions, but it requires highly accurate placement and handling of many separate layers. LG Energy Solution explains that winding offers production-speed advantages, while stacking can reduce unused internal space and support higher energy density in certain cell designs (Battery Inside).
Regardless of format, misalignment is a serious concern. If the anode, cathode, and separator do not overlap as intended, local current density or safety margins can be affected. The assembled electrode structure is then connected to tabs or terminals through processes such as ultrasonic or laser welding. It is inserted into a cylindrical can, prismatic enclosure, or flexible pouch.
8. Electrolyte Filling: Wetting a Microscopic Porous Structure
A newly assembled dry cell cannot yet operate. It needs electrolyte. Electrolyte filling usually takes place under controlled vacuum and pressure conditions. The objective is not only to place a certain amount of liquid inside the enclosure. The electrolyte must penetrate the pores of the anode, cathode, and separator.
This is more difficult than pouring liquid into an empty container. The internal structure contains long, narrow pathways and extremely small pores. Trapped gas can prevent full wetting. Electrode porosity, material surface properties, temperature, vacuum level, filling pressure, and electrolyte viscosity all influence the process. Incomplete wetting can create local dry areas with high resistance or reduced active-material utilization.
The cell may therefore rest after filling so the electrolyte can gradually spread through the internal structure. Depending on the cell format and production sequence, the manufacturer may also perform vacuum steps, temporary sealing, additional filling, or degassing. After sufficient wetting, the enclosure is sealed or prepared for formation.
9. Formation: The First Charge Is Part of Manufacturing
Formation is one of the most important and least visible stages of battery manufacturing. This is the first time the cell is electrically charged and discharged under carefully controlled conditions. It is not merely a final test. The first charging cycles create electrochemical interfaces that the battery needs for normal operation.
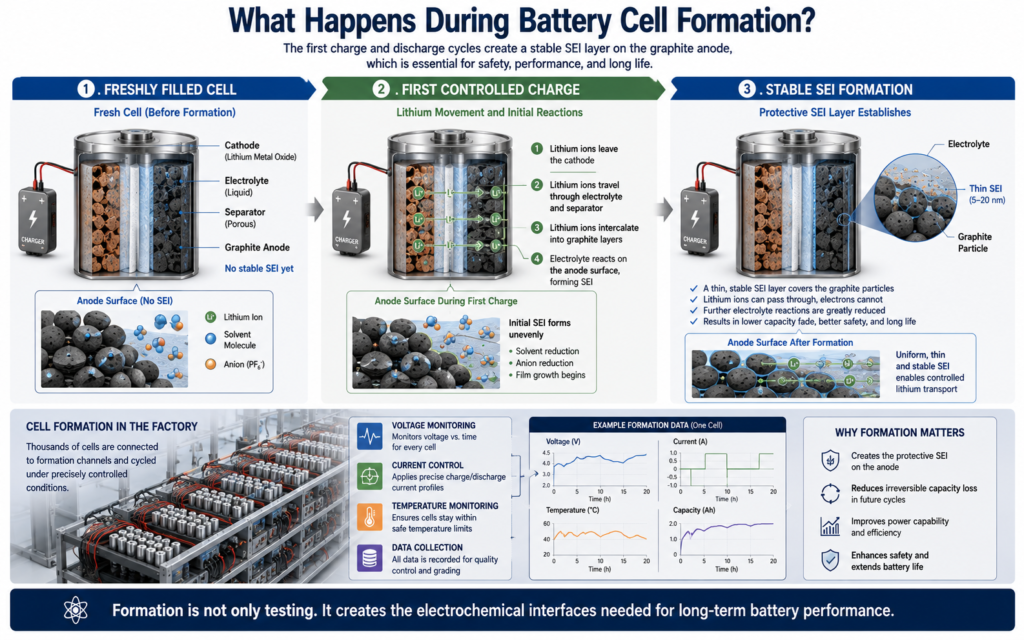
On the graphite anode, electrolyte components react and form a protective layer called the solid electrolyte interphase, or SEI. A stable SEI allows lithium ions to pass while limiting continued electrolyte decomposition. The quality of this layer strongly influences:
- Initial capacity loss
- Internal resistance
- Fast-charging behavior
- Gas generation
- Calendar life
- Cycle life
- Safety
Formation current, voltage limits, temperature, rest periods, pressure, and charge-discharge sequence must therefore be carefully selected. Charging too aggressively during early formation can create an unstable interface or unwanted lithium deposition. Charging too slowly may improve control but ties up expensive equipment and increases production time.
This creates a major manufacturing bottleneck. Large numbers of cells must remain connected to formation channels for hours or days while their voltage, current, temperature, and capacity are monitored. Formation also consumes significant factory space and electricity. Unlike coating, where material moves continuously along a production line, formation often requires thousands of cells to sit in racks while undergoing controlled cycling.
The data collected during formation can provide an electrochemical fingerprint of each cell. Voltage curves, charge capacity, discharge capacity, Coulombic efficiency, resistance, temperature response, and relaxation behavior can help reveal abnormal cells.
That connection between formation and diagnostics is becoming increasingly valuable. Researchers have shown that voltage data already collected near the end of production can be analyzed to estimate manufacturing-related characteristics and identify cells that differ from the expected electrochemical behavior (arXiv).
Formation conditions are also closely related to later charging durability. Poor low-temperature or high-rate conditions can contribute to lithium plating, a mechanism explained in more detail in EV Insight Daily’s article on lithium plating during fast charging.
10. Degassing, Final Sealing, and Pressure Control
Electrochemical reactions during formation can produce gas. For pouch cells, manufacturers may temporarily provide extra pouch volume where gas can collect. After formation, the cell is opened or punctured in a controlled process, the gas is removed under vacuum, and the pouch receives its final seal.
Cylindrical and prismatic cells use different enclosure and venting designs, but they must also manage internal pressure and sealing integrity. This stage has both performance and safety implications. Excess gas can increase cell thickness, change internal contact pressure, or indicate unwanted side reactions.
Pressure behavior does not end at the factory. Pouch and prismatic cells can expand slightly during normal cycling and aging, which is why pack designers use mechanical supports, compression pads, and carefully controlled assembly tolerances. The factory must therefore produce cells with consistent dimensions and swelling behavior so they can later fit and operate correctly inside modules or structural battery packs.
11. Aging: Waiting to See Whether the Cell Remains Stable
After formation, cells are stored for a controlled period known as aging. At first glance, this can look like inactive warehouse time. In reality, it is another inspection stage. Manufacturers monitor how the cell’s voltage and sometimes other characteristics change while it rests. An abnormal voltage drop may indicate excessive self-discharge, contamination, a micro-short circuit, or another internal defect.
Temperature and storage duration are selected to make certain problems easier to detect. Some processes use room-temperature aging, elevated-temperature aging, or a combination of both. Aging demonstrates one of the difficult economics of battery manufacturing: time is part of the production process.
A cell can move through a welding station in seconds, but it cannot always be declared healthy immediately. Some failure signatures only become visible after the electrochemical system has had time to stabilize. The factory must therefore maintain inventory, floor space, monitoring equipment, and traceability for cells that may remain in the finishing area for days or longer.
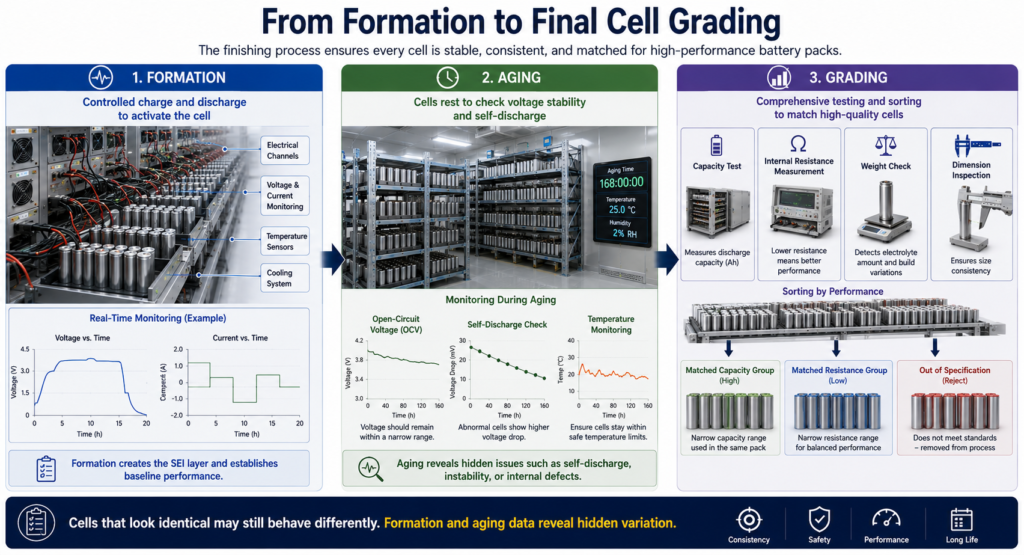
12. Grading: Matching Cells With Similar Performance
Cells that complete formation and aging are measured and graded. The manufacturer may evaluate capacity, internal resistance, open-circuit voltage, self-discharge behavior, energy efficiency, physical dimensions, weight, leakage, and other characteristics.
Cells outside acceptable limits are rejected. The remaining cells are grouped into performance ranges. This sorting matters because an EV battery pack contains many cells connected electrically. The pack’s usable performance can be constrained by weaker cells or cell groups.
A group with slightly lower capacity may reach its voltage limit first during charging or discharging. A group with higher resistance may generate more heat under load. The battery management system can compensate for small differences through monitoring, power limits, and cell balancing, but starting with well-matched cells makes the pack easier to control.
To understand how the vehicle tracks those differences after the cells leave the factory, see How Modern EV Battery Management Systems Actually Work.
Why Gigafactory Yield Matters So Much
A gigafactory’s headline capacity does not tell the whole story. A plant may be designed for a certain number of gigawatt-hours per year, but profitable production depends on yield: the percentage of material and cells that meet specifications.
Low yield raises cost in several ways. If a coating defect is detected early, the manufacturer loses foil, active material, and production time. If the problem is discovered after formation, the factory has also spent energy on drying, dry-room operation, assembly, electrolyte filling, formation, aging, and testing.
Scrap is especially expensive because battery materials are valuable. Nickel, lithium, graphite, copper, electrolyte, separators, and other components have already gone through extensive processing before they reach the cell plant.
Manufacturing ramp-up is therefore not only about making the machines run faster. Engineers must stabilize process settings, understand interactions between stages, reduce variation, train operators, improve inspection, and prevent recurring defects.
This helps explain why a new battery line can take time to reach its advertised output. The challenge is not producing one good cell. It is producing millions of closely matched cells without allowing defects or variation to accumulate.

How Gigafactories Are Becoming Smarter
Modern battery factories generate enormous amounts of data. Sensors can track slurry viscosity, coating mass, foil position, dryer temperature, line speed, electrode thickness, calender pressure, weld quality, filling mass, formation voltage, temperature response, capacity, and self-discharge.
Traditionally, many production lines operated around fixed recipes with inspection performed at individual stages. The industry is moving toward a more connected approach in which data from multiple processes are combined. For example, an unusual formation signature might be traced back to a specific mixing batch or coating condition. A machine-learning model might identify a subtle combination of process variables that predicts increased scrap before the cells reach final testing.
Research published in 2025 highlighted opportunities to move beyond fixed production recipes toward real-time process control of electrode properties. The goal is to correct variation while material is still being produced rather than discovering the problem much later. This does not mean artificial intelligence will replace battery engineers. Battery manufacturing involves complex physical and electrochemical relationships. Data-driven tools are most useful when combined with process knowledge, reliable sensors, and carefully designed experiments.
The biggest benefit may be earlier feedback. In a long manufacturing chain, waiting until formation to discover an electrode problem is extremely expensive.
The Next Manufacturing Shift: Dry Electrodes
Most lithium-ion batteries are still made with wet electrode coating. However, dry-electrode manufacturing is becoming one of the industry’s most closely watched process innovations. Instead of mixing the electrode ingredients with a solvent to create slurry, a dry process combines the powders and binder without conventional solvent-based coating. The material is formed into an electrode film and bonded or laminated to the current collector.
The potential advantages are substantial:
- No large solvent-drying oven
- Reduced solvent recovery equipment
- Smaller factory footprint
- Lower manufacturing energy use
- Faster production flow
- Potential for thicker electrodes
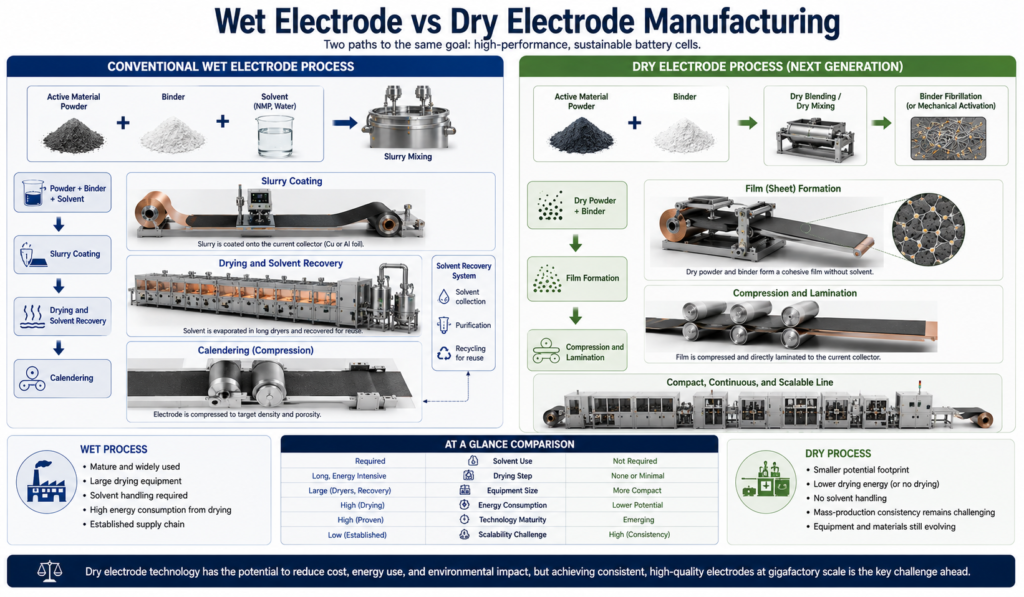
The technical challenge is achieving uniform mixing, reliable film formation, strong adhesion, consistent thickness, and high-speed production without the flow behavior provided by liquid slurry. Dry-electrode technology has now moved beyond theoretical discussion. In January 2026, Tesla reported that it was producing 4680 cells in Austin using dry-electrode processing for both the anode and cathode. LG Energy Solution is also developing and commercializing dry-electrode technologies across parts of its battery portfolio (Tesla).
This does not mean wet coating will disappear immediately. Gigafactories have enormous investments in proven equipment, and any new process must demonstrate high yield, consistency, safety, and long-term cell durability at mass-production scale. The real manufacturing revolution will occur only when a new process can outperform the old one every day—not just in a pilot laboratory.
Conclusion
An EV battery gigafactory is best understood as a chain of tightly connected processes. Mixing determines whether the active materials and conductive network are uniform. Coating controls how much energy-storing material is placed on the foil. Drying establishes the electrode’s structure. Calendering balances density against ion transport. Slitting and assembly determine dimensional accuracy and internal alignment.
Electrolyte filling brings the porous cell structure to life. Formation creates the interfaces needed for stable operation. Aging gives hidden defects time to reveal themselves. Grading ensures that cells with similar behavior are placed together.
Every step affects the next one. A problem introduced during mixing may not become visible until formation. A cutting particle may remain hidden until the cell has been used for months. An overly dense electrode may produce good energy-density numbers but struggle during fast charging. That is why battery manufacturing is as important as battery chemistry. Two factories can begin with similar materials and still produce cells with different performance, consistency, cost, and lifespan.
The gigafactories that succeed will not simply be the largest. They will be the ones that can control microscopic details while producing millions of cells, detect problems early, learn from production data, and maintain high yield as battery designs continue to evolve.
FAQ
How long does it take to manufacture an EV battery cell?
The mechanical production steps can move quickly, but electrolyte wetting, formation, aging, and testing add substantial time. Depending on the cell design and manufacturing protocol, a cell may spend days in finishing and quality-control processes before it is approved.
Why is formation necessary?
Formation creates protective electrochemical interfaces, including the SEI on the anode. These interfaces are essential for controlling electrolyte reactions and supporting stable battery operation over time.
Why do battery factories need dry rooms?
Water can react with electrolyte materials and contribute to corrosion, gas generation, impedance growth, and other unwanted reactions. Cell assembly and electrolyte handling therefore take place under tightly controlled low-humidity conditions.
Is a gigafactory the same as a battery-pack factory?
Not necessarily. A cell factory manufactures the individual electrochemical cells. A pack factory combines cells into modules or packs with cooling systems, wiring, structural components, sensors, and battery-management electronics. Some sites perform both operations.
What is the most expensive part of cell manufacturing?
The answer depends on the cell design and factory, but electrode coating and drying, dry-room operation, formation, and aging are major contributors to equipment investment, energy use, factory space, and production time. A widely cited manufacturing review found that coating, drying, formation, and aging together represented a major share of modeled cell-manufacturing cost.
Will dry electrodes replace conventional wet coating?
Dry electrodes have strong cost and efficiency potential, but widespread replacement will depend on mass-production yield, uniformity, adhesion, equipment reliability, and long-term battery performance. Conventional wet coating remains the dominant and more mature process.